Stainless Steel Wire Rope 7x19 Plastic Coated Stainless Steel Wire Rope,7X19 Wire Rope Breaking Strength ,7X19 Aircraft Cable Strength ,7X19 Stainless Steel Cable Jiangsu Yasheng Metal Products Co.,Ltd , https://www.yswirerope.com
With the advent of “separation of plant and network, bidding for access to the Internet,†the safety production management level and economic benefits of power plants must be further improved. The "dispatch to factory" AGC method, that is, the AGC instruction of the dispatcher, reaches the power plant's plant-level computer network through the power data network, and distributes the load to each unit through the entire plant's load economic distribution. This approach has the following advantages over "schedule to machine".
(1) The amount of communication between the dispatcher and the factory computer network is greatly reduced.
(2) Through the economic distribution of the load in the plant, the economic benefits of the whole plant are improved.
(3) In line with the principle of hierarchical management of power dispatch.
The Tianhuangping pumped storage power station (6*300MW), a large-scale hydropower station that has been put into operation recently, adopts the AGC method of “dispatch to plantâ€. Large-scale thermal power plants are also cultivating computer networks for plant-level monitoring. In the initial design stage, thermal power plant automation integration design is carried out to achieve economical distribution of the whole plant load.
1. Conditions for achieving economical distribution of load in large-scale thermal power plants (1) At present, the primary task of energy-saving and efficiency enhancement in thermal power plants in China is to reduce the coal consumption of the power supply to the units. To this end, the unit must be optimized for management, to find a reasonable mode of operation, to ensure the safe operation of the equipment under the premise of providing operating personnel with scientific real-time adjustment means. Among them, the key is to reduce the controllable heat loss caused by improper operation of the unit during normal operation. This must be performed on the unit's regular performance tests, including: 1) the coal consumption test of the unit start-stop process in order to establish a standardized start-stop procedure; 2) to fully optimize the test, to find the best unit operation mode and controllable parameter reference value. In particular, after trial heat consumption and boiler efficiency trimming, steam turbine heat consumption and boiler efficiency reference values ​​are obtained, so as to obtain a reference value for the coal consumption of the power supply, as well as the benchmark operating curve of the unit's main indicators, to guide the unit operation. Therefore, optimizing the power supply coal consumption of the unit is the basis for realizing the economic distribution of the load.
(2) Establishing a factory-level computer network: Its functions are: 1) Real-time data communication between the DCS, DCS, and the MIS system of the grid dispatcher and the plant, and the establishment of a real-time database. 2) Collect real-time production data of the entire plant, and transmit information to the MIS system in one direction. 3) Receive AGC control instructions and information from the grid dispatcher and provide feedback on the entire plant. 4) Perform real-time performance calculation and analysis of power coal consumption difference. 5) The whole plant load economic distribution.
(3) Real-time performance monitoring of power plants and real-time consumption analysis: Mainly calculate the controllable parameters affecting the coal consumption of the power supply, the high and medium pressure efficiency of the turbine, and the heat loss of the turbine. Then, it is fitted to the relationship with the load, and the deviations of the controllable parameters and calculated values ​​from its baseline value are obtained. Then the coefficient of influence is multiplied to obtain the difference in the consumption of the controllable parameters and performance for the coal consumption of the power supply, resulting in real-time coal consumption for power supply. The difference analysis is displayed on the CRT in the form of operation guidance.
(4) Develop software based on the micro-increment principle of real-time power supply coal consumption for economical distribution of load, and pass field commissioning and investment.
2. The composition of the software module of the load economy distribution system and the programming ideas of the LEDS software module are shown in the figure. 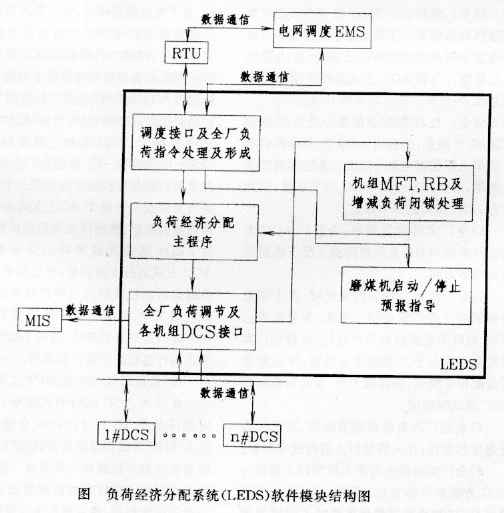
(1) Scheduling interface and plant-wide load instruction processing and load economic allocation instruction formation This module is the interface between the LEDS and the dispatching center. The whole plant load instruction (according to the 96-point planning curve and AGC) is accepted by the dispatcher. The method can also be set manually), and the following real-time information is sent to the power grid for the feedback of the power plant:
1) The whole plant AGC mode or manual mode. Can be set by value, switching between modes is worry-free.
2) The whole plant load economic allocation instruction is for the whole plant load distribution instruction minus the real power of the RB and the load lock unit.
3) The whole plant load upper and lower limit values, which are AGC mode operation unit load upper and lower limits (can be divided into economic operation load upper and lower limits and safe operation upper and lower limits, can be set on the man-machine interface), and non-AGC mode operation unit The sum of power.
4) The whole plant's economic load allocation instruction upper and lower limit values ​​and AGC adjustment margin are the sum of the load upper and lower limit values ​​of the AGC mode operation unit, and the actual load of these units is subtracted, and the whole plant AGC adjustment margin can be known. This is used as the AGC load regulation limit.
5) Real-time power generation of the whole plant: The sum of the actual power generated by the unit and the RB and the unit under load-locked conditions for the whole plant AGC mode.
6) When the whole plant load command changes in reverse, because the actual power is late and the load instruction of the whole plant changes, in order to avoid unnecessary load change of the AGC unit put into operation, the real power of the whole plant should be compared with the command load of the whole plant. Value, stop the original load distribution instruction change. The magnitude of this difference is determined at the commissioning of AGC for each unit.
7) According to the regulation performance of the unit in the plant, the speed limit of the whole plant is changed on the man-machine interface.
8) The whole plant load instruction can be selected on the man-machine interface AGC mode and manual mode. At the same time, when the LEDS fails or the RTU signal exceeds the measurement range, the LEDS can automatically switch the AGC mode to the manual mode and alarm. In the manual mode, the plant-wide load instruction tracks the actual power of the entire plant to prepare for non-disruptive switching to the AGC mode.
(2) The economic allocation of load shall be based on the real-time power consumption coal consumption curve of multiple units in real time, and the economical distribution of the load of the unit running in AGC mode shall be carried out on the principle of equal micro increments, and the load shall be distributed to each unit. When the unit is started according to the optimized startup curve, the real-time supply coal consumption is calculated at predetermined time intervals up to full load, and the coal consumption curve for real-time supply of the unit is fitted using the least square method. Within a certain error range, the curve is corrected by the real-time coal consumption calculated during the operation of the unit.
During the four-phase start-up (insulation, hot, warm, and cold) and shutdown of the unit, start-up and shut-down times are required. In order to start and stop the unit, the actual load of the whole plant can still meet the requirements of the dispatching load, LEDS real-time according to the actual power of the whole plant, the daily load curve of the dispatch and the unit startup process time to determine whether to start in the shutdown, the maximum efficiency of the unit The crew also forecast that the unit is "started" so that the operator can start the unit. During the shutdown process, the loss of efficiency of the unit brings downtime. Therefore, when the whole plant needs to reduce the load, the LEDS, like the start-up, is judged by three factors: the actual production rate of the whole plant, the daily load curve of the dispatch, and the time of the shutdown process. The one with the worst efficiency in the operation of the AGC system was decommissioned. However, the shutdown is different from the start-up unit. At this time, the LEDS should also compare the reduced load to the units in the AGC mode operation. Compared with the economic loss and shutdown loss of the low-load operation, if the shutdown loss is small, then the LEDS should be compared. The LEDS forecasted that the unit was shut down and started to shut down with the operator. Otherwise, the LEDS will cause the AGC mode to run at low load.
(3) Load blocking, RB and MFT operating conditions When the load blocking, RB and MFT occurs during the AGC operation, the LEDS automatically switches the unit from AGC mode to manual mode. At this point, the unit's load command tracks the actual power output. After the RB condition is over and the MFT unit restarts, set the unit load manually. When the load rises to a certain value, manually switch to AGC mode without disturbance. When the load lock is released, the LEDS automatically returns to the AGC mode without interruption.
(4) When the start-stop of the coal mill is instructed to guide the start-stop of the coal mill, the unit should exit the AGC mode and turn it into the manual mode. After the coal mill is started and stopped, it will be put into AGC mode.
LEDS can judge when to start or stop a coal mill according to the change trend of the load instruction of the whole plant, and make a forecast so that the operation personnel can make necessary inspections and preparations. When the unit load command is close to the unit load upper limit or lower limit, LEDS forecasts that the unit starts or stops a coal mill, so that the operating personnel can start and stop the coal mill in time, so that the unit has the ability to continue to increase or decrease the load, to ensure the The plant has a large AGC load adjustment margin and avoids the load regulation interruption of the start-up group.
(5) The PI adjustment function is set at the interface between the whole plant load regulation and the unit DCS to achieve fine tuning. In the static state, the whole factory actual load is equal to the whole plant load. When dynamic, the load distribution instruction of the DCS running under the AGC mode is adjusted according to the variation of the load instruction of the whole plant, so as to improve the quality of the LEDS load distribution. Moreover, the unit is guaranteed to be removed without interruption and put into AGC mode operation. When any unit load command signal, power signal failure, and there are two-way plant load command signal, the whole plant power signal failure, the unit AGC automatically switches to manual mode.
The AGC interface information between the LEDS and the unit DCS is as follows:
1) Load distribution command (AO); 2) Actual generator power (A1); 3) Unit real-time power supply coal consumption; 4) AGC input/output status (D1); 5) Lock increase (D1); 6) Lockout reduction ( D1); 7) Different RB or MFT signals (D1); 8) Coal mill on/off signal (D1); 9) LEDS fault (DO).
3. Concluding remarks (1) In some developed countries, the level of electricity production is high, peripheral equipment is perfect, power plant performance monitoring and online deviation analysis have been commonly used on 300 MW generating units, and economic operation and management systems have been developed and adopted, and a clear economy has been obtained. benefit. In China, we should first focus on reducing the coal consumption of power supply, optimize operation and management, and improve the production management level and economic efficiency of the power plant.
(2) The development of the economic allocation procedure should be mentioned on the agenda. It has been put into practical use in recent years to further increase the economic efficiency of the power plant, enhance the bidding ability of the power plant, and lay a solid foundation for the power plant to use the quotation system.
In recent years, with the widespread use of DCS in large-scale thermal power units, the thermal control automatic utilization rate and regulation quality have been significantly improved, and the unit coordinated control system has been put into operation. The EMS (Energy Management System) input and operation quality of each dispatch center are also generally improved. Therefore, the "schedule to machine" AGC method is currently being widely adopted ("schedule to machine" refers to the dispatch center. The EMS system passes the power plant RTU. Direct control to the crew CCS for AGC adjustment).