Intelligent building residual pressure monitoring system fire-fighting linkage standard specification equipment When the anti-smoke stairwell or front chamber residual pressure value reaches the over-pressure monitoring value, the residual pressure detector sends an alarm signal, and the residual pressure controller opens the electric motor on the pressurized fan duct The bypass valve is released; after the residual pressure falls back to the normal interval value, the detector sends a signal, the controller closes the bypass valve, and by controlling the opening angle of the damper driver, the residual pressure value is kept within the interval value required by the national standard. The system features real-time, digital, intelligent, automated, and continuous dynamic monitoring. The residual pressure monitoring system consists of some or all of the equipment such as residual pressure detector, residual pressure controller, damper driver, air pipe, and system monitoring special software. A central principle in the design of building fire protection facilities is the evacuation and escape of personnel, the smoke generated by fire, and a large amount of toxic, hazardous substances and inhalables. Therefore, the smoke in the disaster field, high temperature and lack of oxygen, low visibility, difficulty in people's escape, and a few minutes of exposure, can cause death. Therefore, it is necessary to set up smoke prevention facilities in the escape route of personnel, the place where work is short-term, and the special protection zone. The commonly used principle is to create a pressure difference between the surrounding space and a surrounding area to prevent the intrusion of smoke. This pressure difference is the residual pressure value. In the event of a fire in the building, the smoke-proof stairwell, the refuge aisle and its front room are the life passages for evacuation of personnel and the passageways for firefighters to carry out the rescue. The smoke resistance performance requirements must be ensured. From the perspective of smoke prevention, the low residual pressure of the positive pressure air supply control system is not conducive to smoke prevention, so the higher the residual pressure, the better. However, since the direction of the evacuation door is opened in the evacuation direction, the direction of the positive pressure air supply is opposite to that of the evacuation device. If the residual pressure is too high, the pressure difference between the two sides of the evacuation door between the stairwell and the front room, the front room and the walkway will be too large, resulting in the door not being able to open normally, which will affect the evacuation of personnel and the rescue of firefighters. Therefore, the Lebe residual pressure monitoring system can solve this problem. When the residual pressure exceeds the standard, the pressure relief valve set on the pressurized air supply bypass is controlled by the positive pressure air supply residual pressure monitoring system to reduce the residual pressure on the site. The pressure is restored to the set reset value, and the residual pressure monitoring system controls to close the pressure relief valve to keep the on-site residual pressure within the required range. Lebird residual pressure monitoring system is an intelligent system integrating industrial computer, communication, anti-electromagnetic interference, digital sensing technology and fire two bus. High-sensitivity pressure sensor, 24-hour real-time automatic inspection and collection of monitoring area or pressure change and other working conditions, alarm signals for overpressure and other faults are recorded. Titanium Tin Carbide
Transition metal carbides
Exclusive chemical material
MAX phase ceramics
Appearance: black powder Ti3Snc2 Powder,Ti3Snc2 Black Powder,Ti3Snc2 Carbide,Ti3Snc2 Composite Jilin 11 Technology Co.,Ltd , https://www.11techmxene.com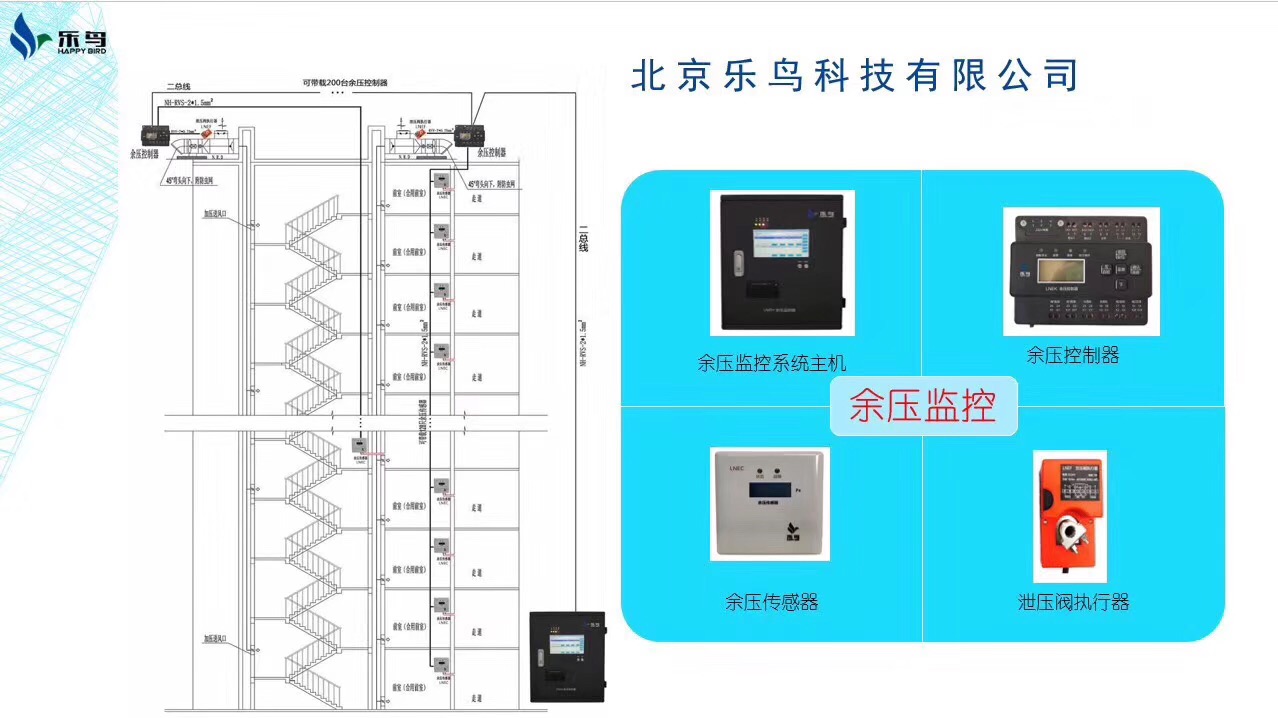
CAS:
Element: Ti, Sn, C
Purity: by X-ray result
Molecular Weight: 286.33
Apparent Density (g/cm3): ---
Storage: dry seal preservation below 50 ℃.
Do not use if cap seal is broken.
Keep out of reach of children.
This product should be stored in room temperature and dry place, avoid contact with acid, alkali and other liquids, long-term storage will happen slow oxidation.
Test method:
This product can be confirmed by X-ray powder diffractometer crystal results; Element composition was confirmed by energy dispersive X-ray detector. The same morphology characterization was used to characterize the particle morphology. The particle size distribution was evaluated by laser particle size analyzer.
Safety protection:
1. Health hazards
Hazardous category: Non-hazardous chemical chemical category: ceramic powder;
Route of invasion: inhalation, ingestion;
Health hazards: dust in the eye has irritation, oral stimulation of gastrointestinal tract;
2. First aid measures
Skin contact: Remove contaminated clothing and rinse skin thoroughly with running water.
Eye contact: lift eyelid and rinse with plenty of running water or normal saline for at least 15 minutes;
Inhalation: Get away from the scene to fresh air quickly;
Ingestion: drink enough warm boiled water, induce vomiting, seek medical advice;
3. Ignition and explosion characteristics and fire protection
Flammability: non-flammable;